Laser for Joining Function
Laser welding has various advantages over conventional welding techniques.
- no tool wear, non-contact material processing
- many types of materials and different thicknesses are weldable
- easy conversion to automatic operation
- high flexibility in terms of process and geometry
- high welding speed
- high weld seam quality, resulting in little need for rework steps
- low thermal material influences
- adjustable energy supply in relation to the material
Laser welding includes heat conduction welding and deep penetration welding. The basic principle of these two techniques is shown in Figure below.
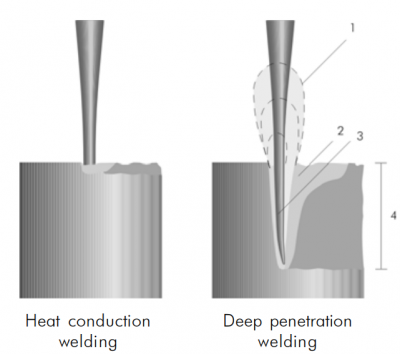

In heat conduction welding, the materials to be joined are melted by absorption of the laser beam at the material surface and by associated heat conduction. The solidified melt joins the materials. Welding penetration depths in this context are typically below 1 mm.
Deep penetration welding, which starts at an energy density of approx. 106 W/cm2, is based on the creation of a vapor capillary inside the material by local heating to the evaporation temperature. The resulting vapor pressure inside the material creates a capillary approx. 1.5 times the diameter of the focal spot of the laser beam, which is moved through the material by the device, following the contour to be welded. The hydrostatic pressure, the surface tension of the melt, and the vapor pressure inside the capillary reach an equilibrium, preventing the capillary (often referred to as the “keyhole”) from collapsing. Multiple reflection inside the keyhole guides the incident laser beam deep into the material. Today, given sufficient laser power, weld depths of up to 25 mm (steel) can be achieved.
Steels and aluminum are classic materials for laser welding. Basically, however, all conventionally weldable materials also lend themselves to laser welding, frequently achieving higher speeds and at improved quality compared to traditional processes.
Soldering
Conventional joining of metallic workpieces with a very small geometry (approx. 10 – 200 µm) often causes problems that may be alleviated by soldering. Soldering techniques include brazing (T > 450 °C) and softsoldering (T < 450 °C). For most strength requirements, softsoldering with laser radiation is sufficient.
Soldering involves melting an additional material that has a considerably lower melting temperature than the material to be joined by using laser light. Copper-zinc (brass) or tin alloys, for instance, are used as a solder material.
The solder material is added as a wire during the process, for instance, when joining sheet metal blanks for automotive body parts. However, it can also be applied as a soldering paste prior to the soldering process. As with electronic components, the focused laser beam issued only to heat the connecting parts, not the entire component (as in furnace brazing of SMD components).
When soldering SMD components, the process time per joint may be reduced to less than 50 ms with only a few watts output power. In this power range, continuous Nd:YAG solid-state lasers and increasingly, diode lasers are used. The radiation of both is effectively absorbed by the solder material.
High process reliability may be achieved with laser beam soldering if the laser power and/or the beam interaction time can be controlled in accordance with the process flow. The process is controlled by monitoring the surface temperature as a function of time. This makes it possible to compensate for different amounts of solder material and varying surface characteristics, thus enhancing the process reliability as well as the repeatability. In addition, the soldering of sheet metals also allows different materials, such as steel and aluminum, to be joined by using appropriate solder materials.