An Introduction to Solid-state Laser
While the laser-active medium in a gas laser consists of atoms, ions, or molecules in the gas phase (see CO2 laser), the solid-state laser uses a crystalline material instead. The atoms in a solid-state material are more dense, and therefore less mobile than those in a gas, giving rise to absorption energy bands for the excitation energy. The yttrium-aluminum garnet (YAG) crystal plays a major role in industrial machining. Neodymium (Nd3+) or ytterbium (Yb3+) ions may be inserted into the interstitial spaces of its crystal structure. These ions represent the actual laser-active medium. Combination of the corresponding ions with the YAG crystal lattice is either referred to as an Nd:YAG laser or Yb:YAG laser. There are other laser-active crystals, such as vanadate, which have much less impact on machining. Most lasers utilize neodymium as an active material. In the future, ytterbium is expected to gain impact in industrial machining, especially considering the introduction of “disc lasers“.
Solid-state lasers emit light with a wavelength of 1064 nm resp. 1030 nm; which is in the near infrared spectral range. This has a major advantage over the standard optics that may be used in CO2 lasers. Another benefit is the extremely flexible optical fibers that are utilized to deliver the laser radiation to the workpiece. Many materials, especially metals, are characterized by enhanced absorption of wavelengths in the near infrared range, less so at 10.6 µm. Various technologies and designs are used to generate the radiation of a solid-state laser; these are to be discussed in greater detail.
Rod lasers
The oldest known and still most common type of Nd:YAG laser crystal is the roundrod shape. With a typical diameter 2 to 8 mm and a length between 20 and 200 mm, these laser crystals may achieve output powers between <1 and 1000 watts. The end faces of this material, always a monocrystal, are highly polished to provide optimum optical qualities. The optical energy is supplied (pumped) either via gas discharge lamps or via laser diodes.
Lamp-pumped rod lasers, pulsed
In the case of pulsed lasers, optical excitation is generally achieved by gas discharge flashlamps. In the industrial context, pulsed Nd:YAG lasers with an average beam power of less than 100 W are most frequently used. These lasers, due to special main supply units, can achieve high pulse peak powers at low average power. Such lasers can be operated at output powers of approximately 500 watts and pulse peak powers in excess of 20 kW. This makes them suitable for welding resp. cutting of thick materials or highly reflective materials.
Typical spot welding of precision-mechanical components are performed with average laser outputs ranging between 20 and 100 watts and pulse powers of up to 5 kW. In this design type, the laser pulse follows the optical pump pulse in the pulse shape. Pulse lengths are normally around 0.05 to 20 ms. Typical frequencies vary between individual pulses and 4000 Hz. The optical fibers to be used with these lasers have a diameter between 200 and 600 µm at numerical apertures of NA=0.12 to 0.22
Lamp-pumped rod lasers, CW
CW lasers are continuous wave lasers. These lasers, however, are suitable only if the desired process can be realized with average output power or a slight pulse enhancement (~ factor 2). Due to the continuous beam emission, CW systems attain higher process speeds than pulsed systems.
CW lasers have a special mode, the so-called Q-switch operation. In this case, the continuously generated laser beam can be optically held back by an active element in the optical path (the Q-switch). The laser-active crystal may store pump energy (which is supplied continuously). As soon as the optical lock is released, the entire stored energy is released as a very brief pulse. Subsequently, the optical path is closed once more. This is a repetitive procedure, with pulse durations varying between 10 and 500 ns. These short pulses give rise to pulse peak powers of several hundred kilowatts. Possible frequencies are up to 100 kHz. Major areas of application for this Q-switching technique are in laser marking and in micromachining.
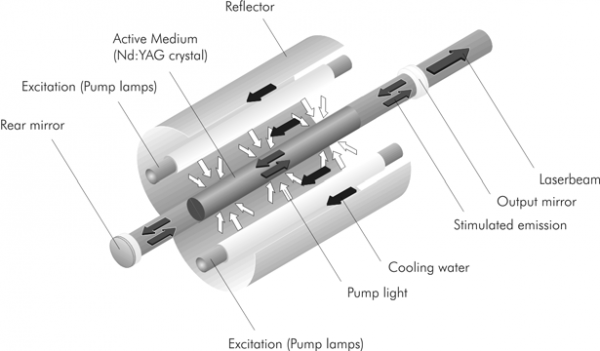
In the case of lamp-pumped rod lasers, the Nd:YAG round rod is commonly installed on the focal line of an elliptical reflector. The excitation lamp is placed on the other focal line. To achieve a cooling effect in Nd:YAG lasers, the lamp and the rod, encased in a glass tube, are surrounded by a de-ionized water flow. More high-power purposes are met by positioning two lamps in a doubly elliptical array Nd:YAG rods in high-performance lasers are typically up to 200 mm long, with a diameter between 4 and 8 mm. The attained output power per rod is limited due to the rod-heating effect during pumping. The temperature gradients caused by heat loss inside the crystal and cooling on the external surfaces of the crystal must remain so small that resulting mechanical tension never approaches the fracture limit. For machining purposes, single-rod Nd:YAG lasers in the power range of approx. 50 and 800 watts are currently offered, exhibiting beam parameter products of 5 to 50 mm×mrad.
Higher beam powers may be attained by series connection of Nd:YAG rods. The individual rods are positioned in a regular array, forming a lens guide. All rods may either be arranged inside the resonator mirrors, or additional amplifier rods may be installed outside the resonator.
The arrangement of several rods in a resonator has proven to be the most effective design solution for multi-kW-Nd:YAG lasers. Such systems are now used for workpieces in an industrial context, with up to 8 pump arrangements, attaining beam qualities of 25 mm x mrad and CW output powers of 4 kW. Since, for most applications, this type of laser is only used with an optical fiber beam guiding system, there is no need to separate the laser head from the supply cabinet – a frequently encountered principle in low-power pulsed Nd:YAG lasers.
Diode-pumped rod lasers, longitudinal
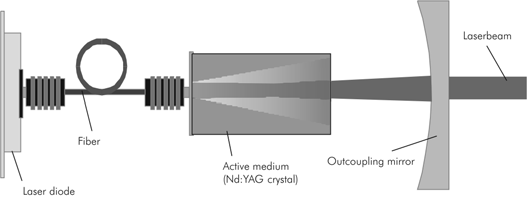
Considering the low production costs for high-power laser diodes, the excitation lamps previously used as pump light sources for Nd:YAG lasers are now being replaced by diodes. In low-power Nd:YAG lasers, the light incoupling of the laser diode is achieved by one of the faces of the laser rod (end pumping resp. axial pumping). This arrangement allows the realization of particularly compact and flexible laser constructions for the power range of up to 20 watts. One face of the laser rod is equipped with an anti-reflection coating for the diode laser wavelength of 808 nm; this is simultaneously a high-reflection coating for the laser wavelength of 1064 nm. In other words, this end face of the laser rod simultaneously acts as a resonator mirror. The second mirror, as in other solid-state lasers, is mounted at a certain distance to the rod, depending on the power and other parameters. Due to the small diameter and the low heat input, this laser construction achieves a very high beam quality, up to the base mode.
Diode-pumped rod lasers, transverse
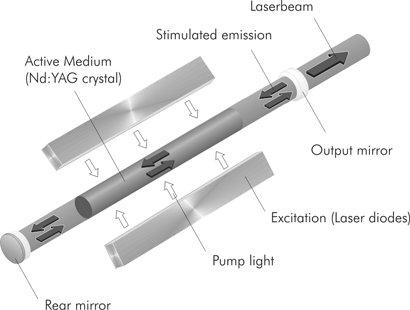
transversally pumped Nd:YAG lasers are used. A transverse diode-pumped Nd:YAG laser is basically constructed like a lamp-pumped laser; however, instead of using lamps these lasers are equipped with a variety of aluminum-gallium-arsenide (AlGaAs) laser diodes. These laser diodes are arranged in a suitable configuration around the crystal surface. Instead of the elliptical reflector, which is used for lamppumped lasers, diode-pumped lasers exhibit a special ”closed-coupled” design in which the used diode arrays are positioned close to the laser rod (see Fig. below).
![]()
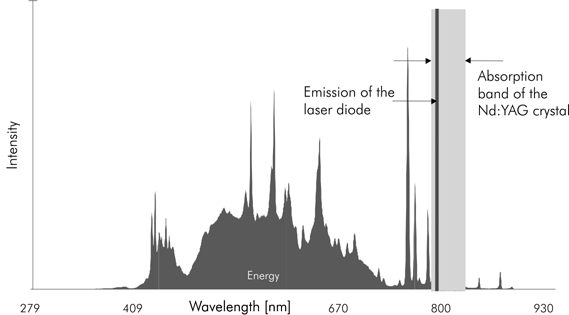
AlGaAs laser diodes emit radiation within a narrow wavelength interval. Precise adjustment of the Al content makes it possible to shift this wavelength interval such that it fits exactly into the 808 nm absorption band of the neodymium ions. Laser diodes have an electro-optical efficiency of up to 50 % and, with regard to the pumping of Nd:YAG rod lasers, allow optical incoupling efficiencies of > 35 %
The higher overall electrical efficiency of diode-pumped Nd:YAG lasers (approx. 10 %) is a result of good tuning between the emission of the laser diode and the absorption of the Nd:YAG crystal. An excitation lamp emits ”white light“ (Fig. below) which, however, is only partially absorbed by the crystal. This explains the low electrical overall efficiency (< 3 %) of lamp-pumped lasers.
In addition, excellent spectral tuning between diode laser emission and Nd:YAG absorption reduces the thermal load and suppresses the lens-like characteristics of the Nd:YAG crystal. This, in turn, increases laser output powers and pump rates (higher pump performance per crystal volume) as well as considerably improving the beam quality. Compared to the 25 mm x mrad of a lamp-pumped laser, a diode-pumped laser, at equal output power, achieves better values that are twice as high (12 mm x mrad). In pulse operation (Q-switch), diode-pumped Nd:YAG lasers may attain peak powers of up to 10 megawatts and pulse rates in excess of 100 kHz.
lasers due to the higher efficiency accompanied by the longer lifetime of the excitation modules. Laser diodes have a typical service life of well over 10,000 operating hours resp. 30 Mio on/off-cycles, while arc lamps achieve less than 1,000 hours.
This results in much longer service intervals and thus higher plant availability, which is a technological breakthrough especially with regard to the service.
Regarding transverse diode pumped Nd:YAG lasers, the preferred solution for the construction of a multi-kW Nd:YAG laser appears to involve the arrangement of several rods in a resonator. In the case of the 4.4 kW Nd:YAG laser shown with integrated fiber incoupling modules, eight rods are optically connected in series and folded to make optimum use of limited space

With the realized beam quality, optical fibers with a typical diameter of 300 and 400 µm, and a numerical aperture of NA=0.12 are generally used. Resulting integration of the laser head and the supply cabinet into one single unit makes for a compact design.
The advantages of enhanced beam quality (< 15 mm x mrad for high-power lasers, < 5 mm x mrad for marking lasers resp. microstructuring lasers) in connection with machining are illustrated in figure below
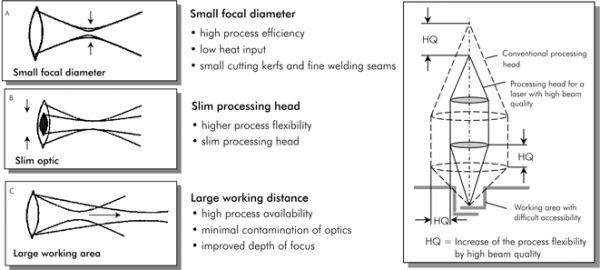
With a comparable configuration of the optical system, smaller focal spot diameters may be realized (A). In typical cutting and welding applications this produces noticeably higher speeds. In addition, enhanced beam quality makes it possible to enlarge the working distance; i.e., the distance between the focusing element and the workpiece, at a given focal spot diameter (C). For many applications, the enlarged depth of focus area is a definite advantage, making a more stable welding process in relation to the focusing tolerances that may occur, for instance, in conjunction with the machining of deep-drawn parts with a high shape tolerance. At a given working distance and focal spot diameter, focusing modules can have a more compact design (B). The advantages of enhanced beam quality also creates important process benefits, including higher efficiency, lower heat input, and enhanced process flexibility as well as process availability.
Diode-pumped Nd:YAG lasers are currently industrially available in a power range between 3 W and more than 100 W for marking and microstructuring applications; models between 550 and 6000 W are targeted for cutting and welding applications.
Disc lasers
As mentioned above, there are more laser-active materials apart from neodymium.
So-called disc lasers use ytterbium (Yb), which is also inserted into the interstitial spaces of a YAG host lattice. Yb, in its role as a laser-active ion, has the considerable advantage that the size of the ions corresponds much better with the host lattice than neodymium. This allows noticeably higher doping levels. While Nd:YAG lasers
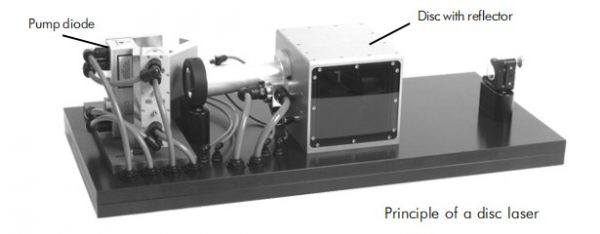
typically allow Nd doping levels of 0.3 up to a max. of 1 %, Yb achieves a doping level of up to 30 % (neodymium has a particle size that does not fit particularly well into the YAG crystal lattice, thus creating mechanical stress). Therefore, a much smaller portion of the Yb:YAG crystal can accommodate a much larger number of laser-active ions. The fact that a disc-shaped crystal is utilized, instead of a round rod, makes it much less space-consuming and offers a number of technical advantages. This type of laser obviously owes its name to the disc shape of the laser-active material with dimensions of 150 to 300 µm thickness and 10 mm diameter. Systems for high-power applications are still in the development phase; but the final products will be available shortly. Today, disc lasers are already yielding promising results, such as:
- Overall efficiency factors of up to 20 %
- Beam quality of 7 mm x mrad at a power of more than 750 W per disc
- Lower heat input to the material
- Compact laser head design
The following figure illustrates the functional principle of a disc laser. Similarly, laser diodes are used as a pump source; however with a different pump wavelength than lasers containing Neodymium as an active material (940 instead of 808 nm).
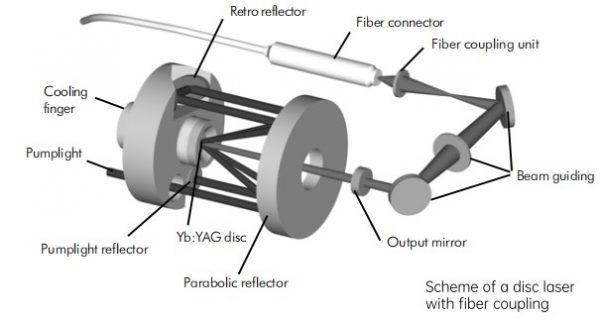
Since the thin disc is unable to quickly absorb the pump light guided onto the disc by a parabolic mirror, remaining pump light is re-reflected from the correspondingly coated backside of the disc back onto the parabolic mirror. Using appropriately arranged reversing mirrors, the pump light can be made to pass through the disc up to 16 times, leading to almost complete absorption. The backside of the disc, attached directly to a heat sink, is still equipped with a high-reflection coating for the laser wavelength of 1030 nm. Thus, the resonator may be constructed using an output coupler mirror placed in front of the parabolic mirror. The difference between the pump wavelength of 940 nm and the laser wavelength of 1030 nm is an indication of a lower total heat input compared to Nd:YAG rod systems (808 as compared to 1064 nm). In addition, the temperature gradient inside the disc is oriented perpendicularly to the output coupling of the beam, so that thermal lensing (a typical feature of rod lasers) has no effect at all and high beam quality is attained
Today’s disc lasers attain already output powers of 1500 W at a beam parameter product of 7 mm x mrad. Since the wavelength is also in the near infrared region, optical fibers and quartz optics may be used for disc lasers, too. The diameter of an optical fiber for disc lasers is expected to be approximately 100 – 300 µm and will allow very high energy density in the focus. Areas of application will include both cutting and welding.
Frequency-converted lasers
Solid-state lasers of almost any design type, featuring a variety of laser-active materials, may undergo frequency conversion by positioning appropriate crystals in the optical path. The wavelength is divided by two, three or even four (the frequency ν and the wavelength λ of light are interrelated via the constant (c) for the light velocity (c=λ.ν). Thus, a Nd:YAG laser with an initial wavelength of 1064 nm may be operated at a wavelength of, for instance, 532 nm (double frequency). During conversion, efficiencies of 50 % are attained with today’s devices. 100 W lasers with 1064 nm (especially in the Q-switch mode) may yield 50 watts at 532 nm. This 532 nm wavelength is in the visible range (bright green) and has a higher absorption coefficient for certain materials than the initial wavelength. However, the shorter the wavelength, the more inefficient the conversion process is. In the industrial context, the ”second harmonic“ of the Nd:YAG laser at a wavelength of 532 nm particularly plays a role in conjunction with laser printing and microstructuring.